Designkonzept der Kfz-Prüfvorrichtung – Grundplatte und Loch
Designkonzept einer Kfz-Prüfvorrichtung
--- Grundplatte und Loch
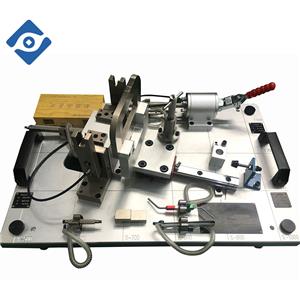
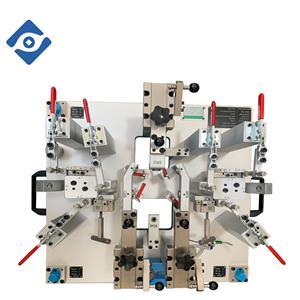
Aufbau der Grundplattenbaugruppe
Die Oberseite des Vorrichtungskörpers wird um eine bestimmte Strecke entlang der Richtung der Referenzebene gedehnt, so dass die Dicke des tiefsten Punktes mehr als 150 mm beträgt, um sicherzustellen, dass der Vorrichtungskörper gleichzeitig eine ausreichende Festigkeit aufweist Versuchen Sie, die Grundfläche des Vorrichtungskörpers, d. h. die Oberseite der Grundplattenbaugruppe, so weit wie möglich an ganzzahligen Positionen im Körperkoordinatensystem anzuordnen. Die Grundplattenbaugruppe der Vorrichtung besteht im Allgemeinen aus einer Grundplatte, Kanalstahl, einem Positionierungsblock und einem Universalrad. Nachdem die Grundplatte am Vorrichtungskörper befestigt wurde, können entsprechend der tatsächlichen Situation andere Teile als Standardteile ausgewählt werden.
Kontrolle von Löchern
In den Karosseriestanzteilen müssen viele wichtige Löcher und Flansche separat geprüft werden. Bei der Konstruktion der Prüfvorrichtung/des Inspektionswerkzeugs wird normalerweise ein Vorsprung mit einer Dicke von etwa 1 mm auf der Oberseite des Vorrichtungskörpers angebracht. Die Mitte des Vorsprungs und die Mitte des Teillochs liegen auf derselben Achse, und der Durchmesser ist 5 mm größer als der Lochdurchmesser. Zur Überprüfung des Vorsprungs wird eine doppelte Anreißmethode verwendet.
Wenn die Genauigkeit des gemessenen Lochs relativ hoch ist, wird die Methode der Lochpositionierung zur Überprüfung mit Lehrdorn und Buchse verwendet. Bei großen Gehäuseabdeckungen ist es aufgrund der komplexen Form, des großen Volumens, der hohen Produktionskosten, des einzelnen Erkennungsobjekts und der geringen Flexibilität solcher Prüfvorrichtungen/Inspektionswerkzeuge schwierig, schnell eine große Menge genauer Informationen zu erhalten. Wurde nach und nach durch fortschrittliche automatische Erkennungsmethoden (z. B. ein Online-Erkennungssystem) ersetzt. Für die Prüfung von in Massenproduktion hergestellten kleinen Stanzteilen verlassen sich Automobilhersteller jedoch noch immer hauptsächlich auf diese Art von Prüfvorrichtungen/Inspektionswerkzeugen.