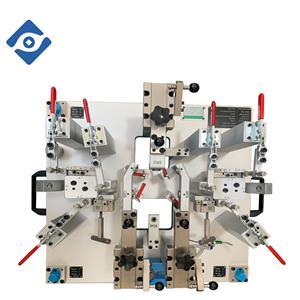
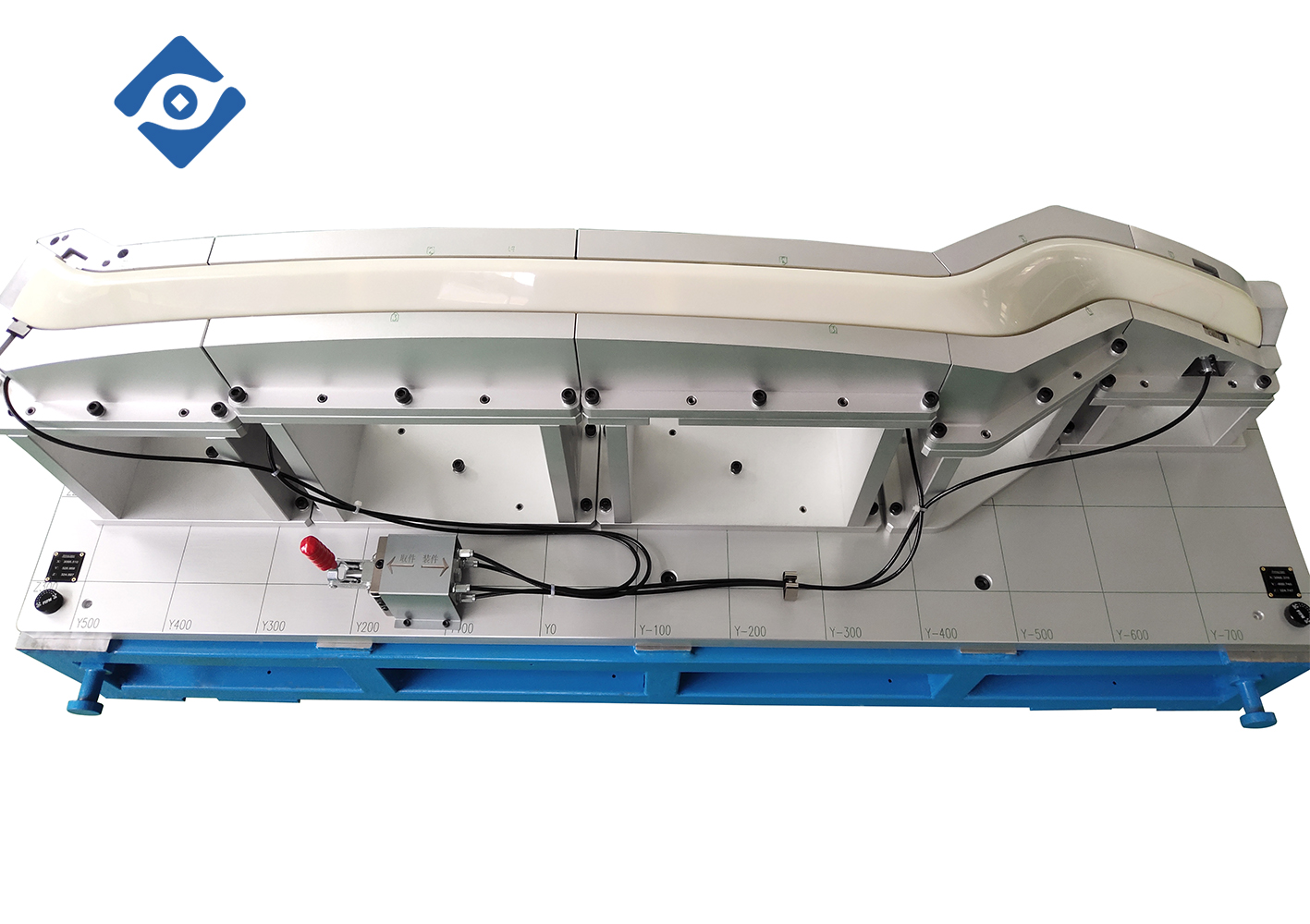
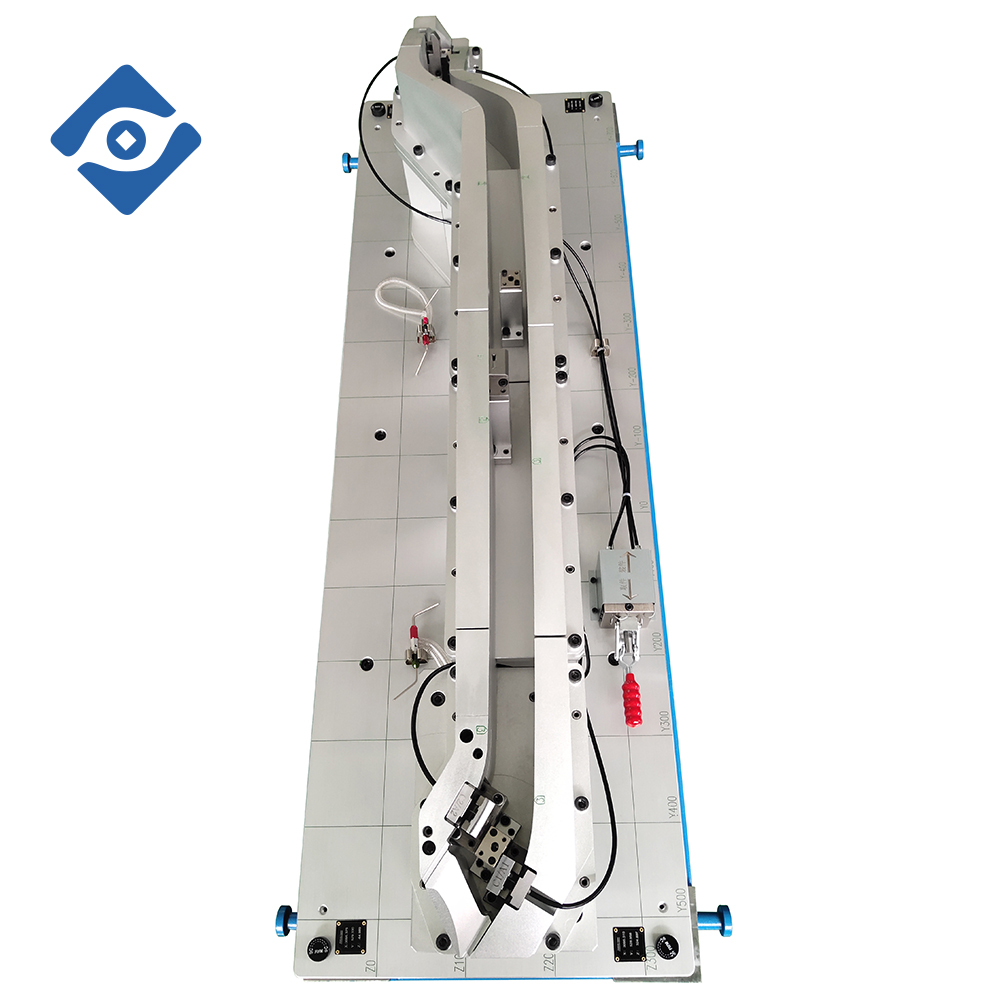
Prüfvorrichtung für die hintere Stoßstangenverkleidung
- FIFM
- CHINA
- 30 Werktage
- 800 Sätze/Jahr
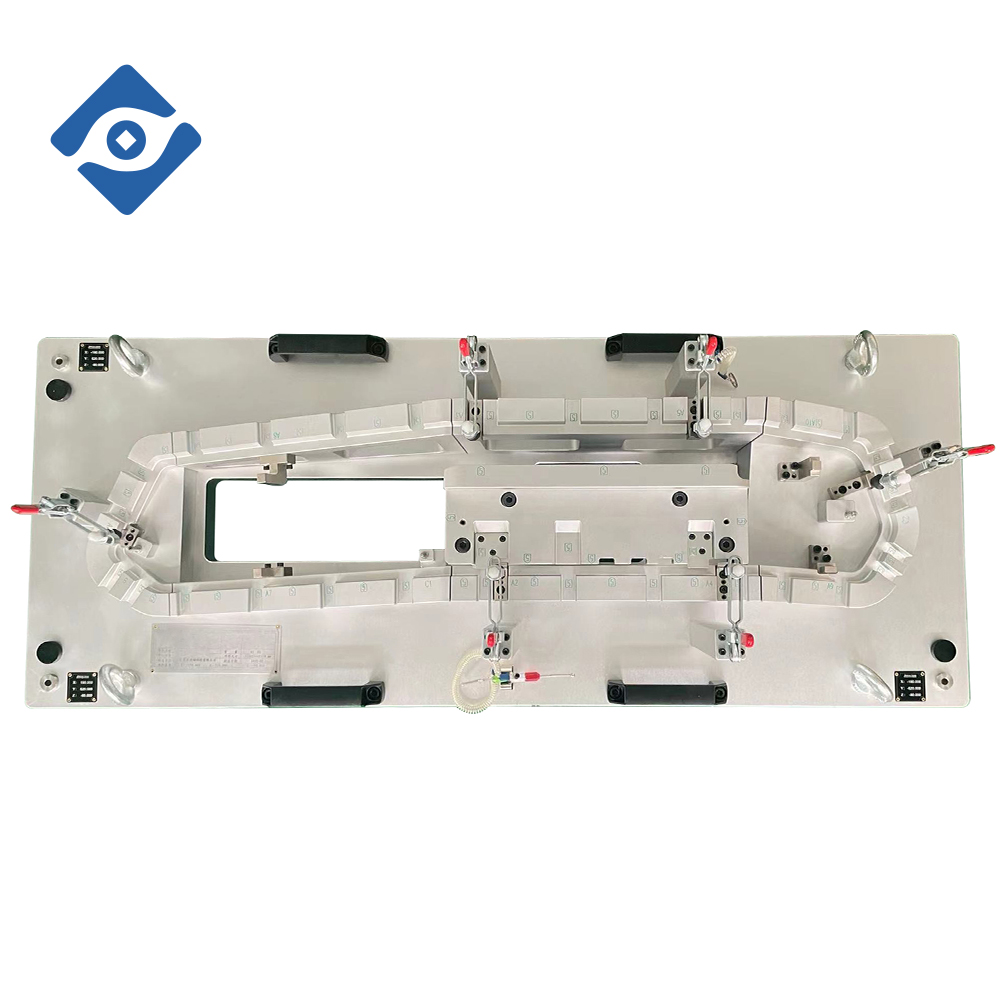
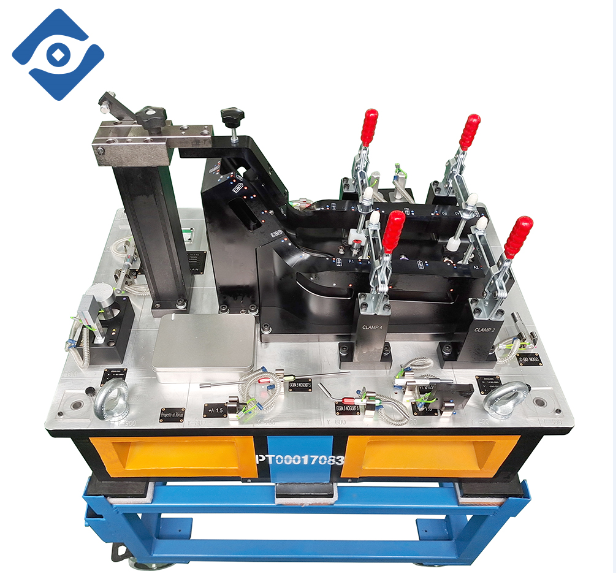
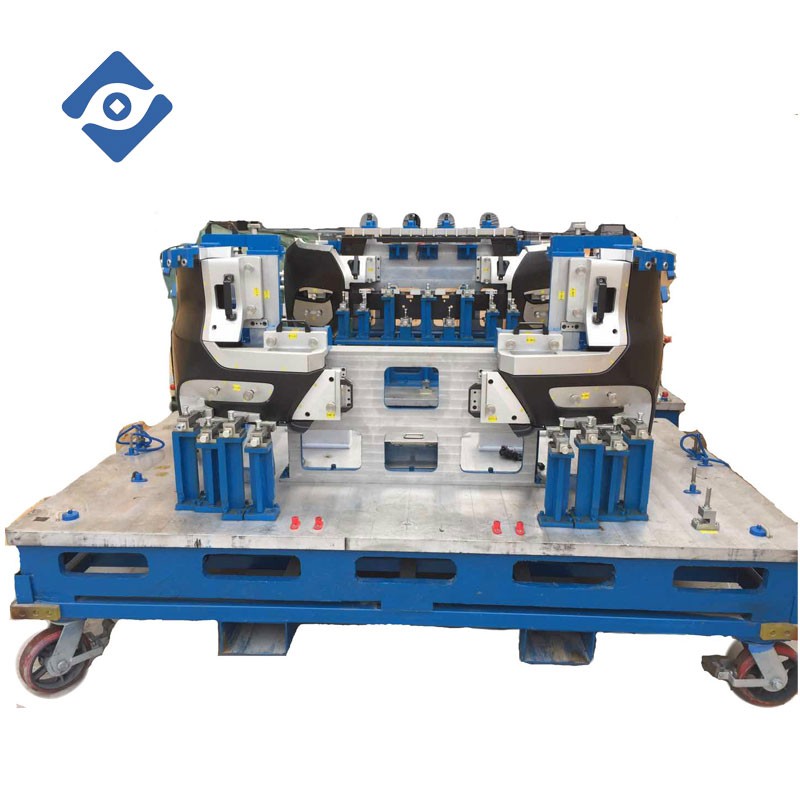
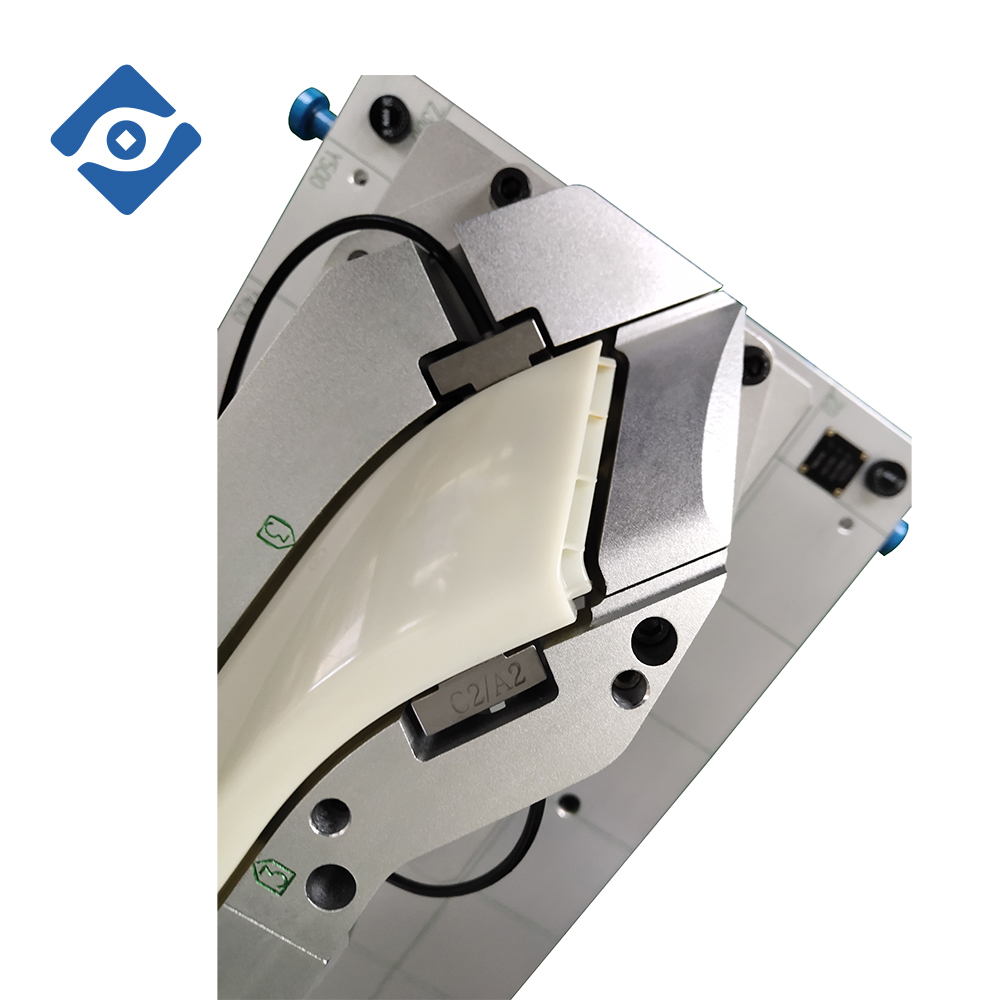
Messgerätetyp: Prüfvorrichtung für die hintere Stoßstangenverkleidung
Inspektionstyp: Überprüfen Sie die Schnittkante des Teils
Prüfvorrichtung für die hintere Stoßstangenverkleidung
Bedienungsschritte:
1. Stellen Sie alle Schnallen in den betriebsfreien Zustand.
1.Öffnen Sie die Clips
2. Schließen Sie die Schnalle, richten Sie das Produkt an der Referenz B/C aus und legen Sie es auf das Prüfgerät. Stellen Sie sicher, dass das Produkt keinen Kontakt mit den Referenzebenen A1–A7 hat, klopfen Sie das Produkt in das Inspektionswerkzeug und ziehen Sie die entsprechenden Kompressionsstifte von A5–A7 fest. Das Produkt ist vollständig positioniert;
2.Schließen Sie die Klammern, legen Sie das Teil auf das Messgerät und richten Sie es gegen den Bezugspunkt B/C aus. Stellen Sie sicher, dass das Teil die Bezugsfläche A1-A7 vollständig berührt. Ziehen Sie die Schraubstifte fest. Das Teil ist lokalisiert
3. Schnittkonturerkennung: Verwenden Sie die Pass- und Anschlaglehre GO2.5/NOGO3.5, um das gesamte Umfangsschnittprofil des Produkts zu erfassen. Wenn das Durchgangsende passieren kann, das Stoppende jedoch nicht, ist das Produkt qualifiziert; andernfalls gilt: es ist unqualifiziert.
3. Prüfung der Schnittkante: Verwenden Sie GO2.5/NOGO3.5, um die Rundheit der Schnittkante zu prüfen.
4. Öffnen Sie die Schnalle, bringen Sie alle Teile wieder an ihren Platz, nehmen Sie das Produkt heraus und führen Sie diese Inspektion durch.
4. Clips öffnen, Teil abnehmen, Inspektion beendet.
Überprüfen Sie hauptsächlich den Spalt zwischen der hinteren Stoßstangenverkleidung und den umliegenden Teilen.