Umfangreiche Prüfvorrichtung
Umfangreiche Prüfvorrichtung

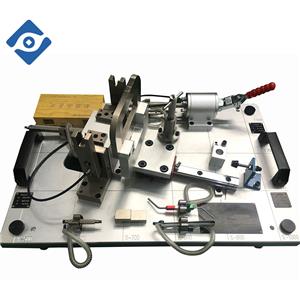
1. Grundplatte: Laden aller Arten von Teilen, die zur Überprüfung benötigt werden, um das Ganze zu bewegen.
2. Mess-Bezugsbuchse: Die drei Mess-Bezugsbuchsen werden als Mess-Bezugspunkt für die Inspektion verwendet, nachdem die Prüfvorrichtung bearbeitet wurde.
3. Stütze: Auf der Stütze ist eine Klemme (nicht abgebildet) angebracht, um das Teil festzuklemmen und fest zu positionieren.
4. Bezugspunkt/Lokalisierungsblock: Lokalisieren Sie die geprüften Teile genau.
5. Teil: Zu testender Teil.
6. Stützsäule: Laden und Positionieren des Stifts und der Buchse.
7. Bolzenstift: Der Positionsfehler der zylindrischen Außenfläche des Teils kann durch Drücken und Ziehen des Bolzenstifts erkannt werden.
8. Bolzenbuchse: Den Bolzenstift genau lokalisieren.
9. Messblock: Der bewegliche Stift (Nr. 11) treibt den Messblock zur Überprüfung an.
10. Messsitz: Laden und Positionieren des Messblocks und des beweglichen Stifts.
11. Beweglicher Stift: Der Profilfehler der Unterseite der Teiledruckplatte kann durch Betätigen des beweglichen Stifts erkannt werden
Die Grundplatte und der Träger der Prüfvorrichtung bestehen aus einer Aluminiumlegierung, und der Bolzenstift besteht aus vergütetem Stahl mit glatter und sauberer Oberfläche. Fetten Sie die Schraube ein, um sie geschmiert zu halten.
Verwenden Sie die Methode zur Überprüfung der Vorrichtung
Legen Sie die Prüfvorrichtung flach auf die Werkbank, stellen Sie den Bolzenstift 7 und den beweglichen Stift 11 der Prüfvorrichtung zurück und öffnen Sie die Klemme am Träger 3.
Nehmen Sie das Teil, klemmen Sie den vorderen Flanschblock des Teils in den Bezugsblock 4 und drücken Sie es mit der Klemme auf die Halterung 3.
Drehen Sie den Bolzenstift 7 so, dass der Führungsstift am Bolzen 7 in die Führungsnut einrastet und nach unten geht. Wenn der Bolzen erfolgreich in den getesteten Steckverbinder eingeführt werden kann, ist nachgewiesen, dass die Steckverbinderposition qualifiziert ist.
Schieben Sie den beweglichen Stift 11 nach links und der bewegliche Stift kann nach unten verschoben werden. Beobachten Sie gleichzeitig visuell die Positionsbeziehung zwischen dem Messblock 9 und der Teilepressplatte entlang der Ebenenrichtung des Messblocks 9. Wenn alle Positionen der Pressplattenunterseite unsichtbar sind, ist bewiesen, dass die Profiltoleranz von Die Unterseite der Pressplatte ist qualifiziert.
Wenn alle oben genannten Vorgänge erfolgreich abgeschlossen werden können, ist die Rohrbaugruppe qualifiziert und die Prüfung abgeschlossen.
Anwendung von Prüfvorrichtungen
Die Messsystemanalyse (MSA) zeigt, dass die Prüfvorrichtung die Prüfanforderungen der Rohrbaugruppe erfüllt und während des Betriebs alle 10 Sekunden ein Werkstück geprüft werden kann. Es wird im gesamten Inspektionsprozess der Rohrbaugruppe eingesetzt und die Praxis beweist, dass die Prüfvorrichtung einfach und zuverlässig im Betrieb ist und die Nutzungsanforderungen vollständig erfüllt. Nachdem alle 50.000 Teile getestet oder ein halbes Jahr lang verwendet wurden, ist eine umfassende erneute Prüfung der Abmessungen erforderlich.